









We meticulously engineer and manufacture energy-efficient clean air solutions for most industrial sectors.
LEARN MORE
Platinum™ Series Dust Collectors stand out from the competition with their ability to filter highly contaminated air in an ultra-compact design.
EXPLORE SOLUTIONS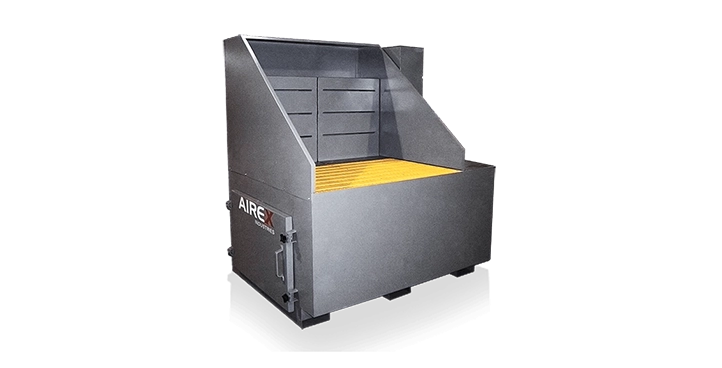
Airex Industries produces a wide range of air purification systems, downdraft tables, and portable units for common manufacturing applications.
EXPLORE SOLUTIONS
Baghouse dust collectors stand out due to their ability to handle high volumes of dust laden air using a compressed-air self-cleaning system.
EXPLORE SOLUTIONS
Wetrex Series Wet Dust Collectors are the next generation of wet dust collectors by Airex Industries, designed to safely capture combustible dust.
EXPLORE SOLUTIONS
Cyclone dust collectors are used as product receivers, as pre-cleaners to high-efficiency fabric-type dust collectors, or simply as independent collectors for coarse dust.
EXPLORE SOLUTIONS
Airex Industrial Oil Mist Collectors are designed for minimal maintenance, reducing filter dependency and enhancing fluid drainage for superior performance.
EXPLORE SOLUTIONS
Airex Industries has been planning, designing, and installing commercial and industrial projects around the world for more than a half-century.
LEARN MORE

Choosing Airex Industries as your prime contractor means entrusting a winning team with the turnkey management of your project.
LEARN MORE
Our manufacturing facility manages 350 projects annually with a 75-person workforce. Our air cleaning solutions are sold worldwide.
LEARN MORE

A large part of equipment efficiency concerning industrial ovens, dust collectors, or fresh air intake systems is directly linked to the design of control panels.
LEARN MORE
The continued use of energy resources by manufacturing companies harms the environment. Most companies struggle with major greenhouse gas and air-borne contaminant emissions.
LEARN MORE

At Airex Industries Inc., we are proud to offer superior commercial maintenance and repair services for all your air conditioning, heating, and refrigeration needs.
LEARN MOREBlackPearls, a global partner in the mining sector, provides expertise, engineering, and solutions for mineral supply and processing.
Read MoreGeneral Electric was facing a significant safety concern during the boring stage of production. Discover how we solved it.
Read More
A custom powder torch cutting water table, designed to cut steel over 10 inches thick, generated significant amounts of smoke.
Read More
In today’s scrap yards, torch cutting oversized metal pieces creates significant environmental and safety challenges. Airex Industries has solutions.
Read More
A major manufacturing facility contacted Effective Controls, a distributor of Airex Industries, to address a significant indoor air quality challenge.
Read MoreKeywell Metals faced indoor air quality challenges during torch cutting operations. The presence of oils in the metals produced significant smoke and fumes.
Read MoreSandvik faced significant health and maintenance challenges due to airborne contaminants such as metal dust.
Read More