Bin Vent Dust Collector
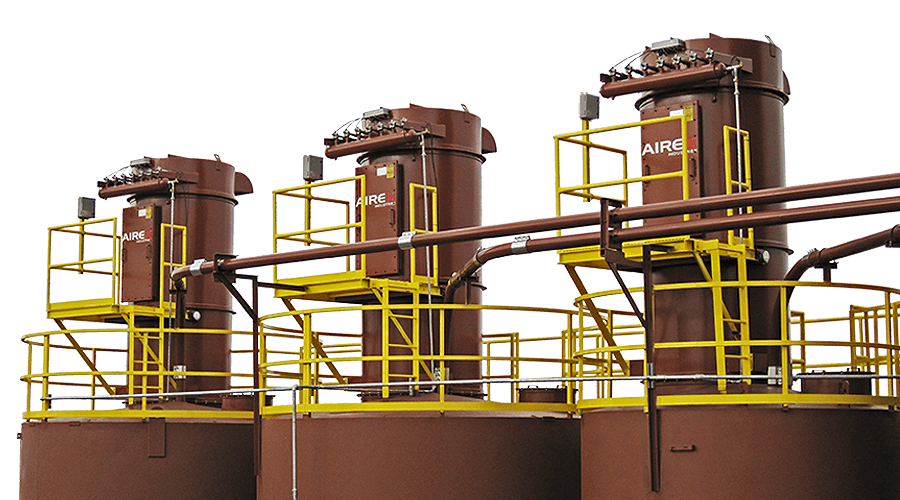
Bin vent dust collector is designed to filter debris and dust particles that tend to form naturally at the top of storage container once it is filled by the pneumatic conveying system.
Bin vent dust collector operate with constant pressure drop controlled with an electronic adjustable timer. It can handle very high grain loading, up to 100 grains per cubic foot. Maintenance of this dust collector is reduced due to few mechanical parts.
When comparing different pollution control equipment, the dry fabric filter is found to be the most efficient and reliable by far. Unlike the other filtering methods, variations in dust loading or air volume will not change the outlet conditions of a well-designed dry fabric collector. The pulse-jet system outperforms conventional dry fabric filter units since it allows the use of highly efficient felt filter fabrics.
How it Work

The dust ladden air enters the bin vent dust collector from the bottom. Once inside, the dust accumulates on the outer surface of the bag filter creating a surface cake. Reverse blasts of air are introduced at specific intervals cleaning the bag surface and sending the debris towards the open bottom. This unit utilizes venturis to boost the blast into the bag creating a more efficient cleaning.
Steel internal cage supports are used to keep the bag form. Quick clamp snap bands hold the bags in place. Bags and cages are accessed from below the tube sheet within the dirty side of the collector.
OPTIMIZE YOUR INDUSTRIAL DUST COLLECTOR PERFORMANCE
REQUEST AN EXPERT'S OPINION
![]()
Features

Standard
- Bottom grill prevents bags from falling into the storage containers
- Goyen pulse valves
- Goyen Timer board
- Goyen solenoid block kit
- Dirty side pressure differential line filter
- Quick access service door
- Service door hermetic sealing system
Optional
- Anti deflagration devices (based on dust type)
- Weather hood
- Clean side access door
- Pressure differential switch
- CSA approved control box
- Pressure differential line dryer
Specifications
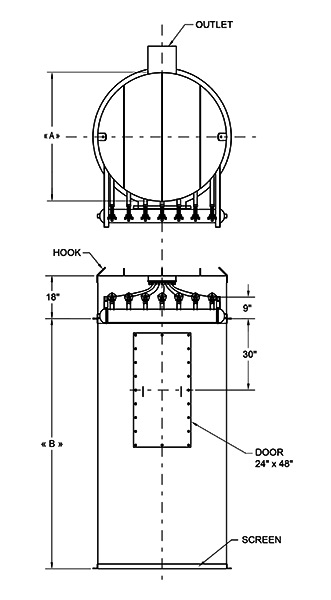
Bin Vent
| Model | Bags quantity |
Bags height ft. |
Cloth area ft2. |
Valve quantity |
A ft. |
B ft. |
| 9BV-6 | 9 | 6'-0" | 68 | 3 | 2'-6" | 6'-9" |
| 9BV-8 | 9 | 8'-0" | 90 | 3 | 2'-6" | 8'-9" |
| 16BV-8 | 16 | 8'-0" | 160 | 4 | 3'-0" | 8'-9" |
| 21BV-8 | 21 | 8'-0" | 210 | 5 | 3'-6" | 8'-9" |
| 25BV-8 | 25 | 8'-0" | 250 | 5 | 4'-0" | 8'-9" |
| 37BV-8 | 37 | 8'-0" | 370 | 7 | 4'-6" | 8'-9" |
| 37BV-10 | 37 | 10'-0" | 463 | 7 | 4'-6" | 10'-9" |
| 45BV-10 | 45 | 10'-0" | 563 | 7 | 5'-0" | 10'-9" |
| 57BV-10 | 57 | 10'-0" | 713 | 9 | 5'-6" | 10'-9" |
| 69BV-10 | 69 | 10'-0" | 863 | 9 | 6'-0" | 10'-9" |
| 78BV-10 | 78 | 10'-0" | 975 | 9 | 6'-6" | 10'-9" |








 Not sure what product fits your needs, or you looking for advice about the best solution for your problem?
Not sure what product fits your needs, or you looking for advice about the best solution for your problem?